With this article we will analyze the main production stage for a cosmetics company viz. thebulk production activity. As seen in the previous articles analyzing the previous stages, one or more containers containing all the bags of raw materials weighed by the weighing department and dedicated to the charge to be produced will arrive at our station (e.g. at the turboemulsifier). The operator will have to fill, following the production sheet and the laboratory/industrialization directions (slavishly following the recipe), the machine with the weighed quantities of raw materials, using them in the appropriate way and with the decided timing.
How to ensure the operation ensuring minimum error?
Having a device to guide the operator through this delicate phase is essential and must ensure two key aspects:
- The operator must use (consume) the correct components
- The operator must perform the steps in the correct order
All this may sound like a triviality, but in a manufacturing environment, with so many components and raw materials present, the perfect execution of these two activities is not such a simple matter. Operators also have to adhere to both an appropriate production grade and to GMP compliance, which consists of a set of principles to ensure production quality. At this point we can ask ourselves: how can all this be done as precisely as possible?
Device features
First, we will have to provide the operator with a light and flexible device that displays at the right time the few pieces of information that are essential to the success of the task and that, in addition to displaying, can allow for quick inputs such as barcode readings printed in weighing. In addition, the display (definitely of the touch type) will have to be able to receive actions even while wearing latex gloves.
The ideal device might be such a wearable or a lightweight, easy-to-use barcode reader such as the Zebra TC21/TC26.
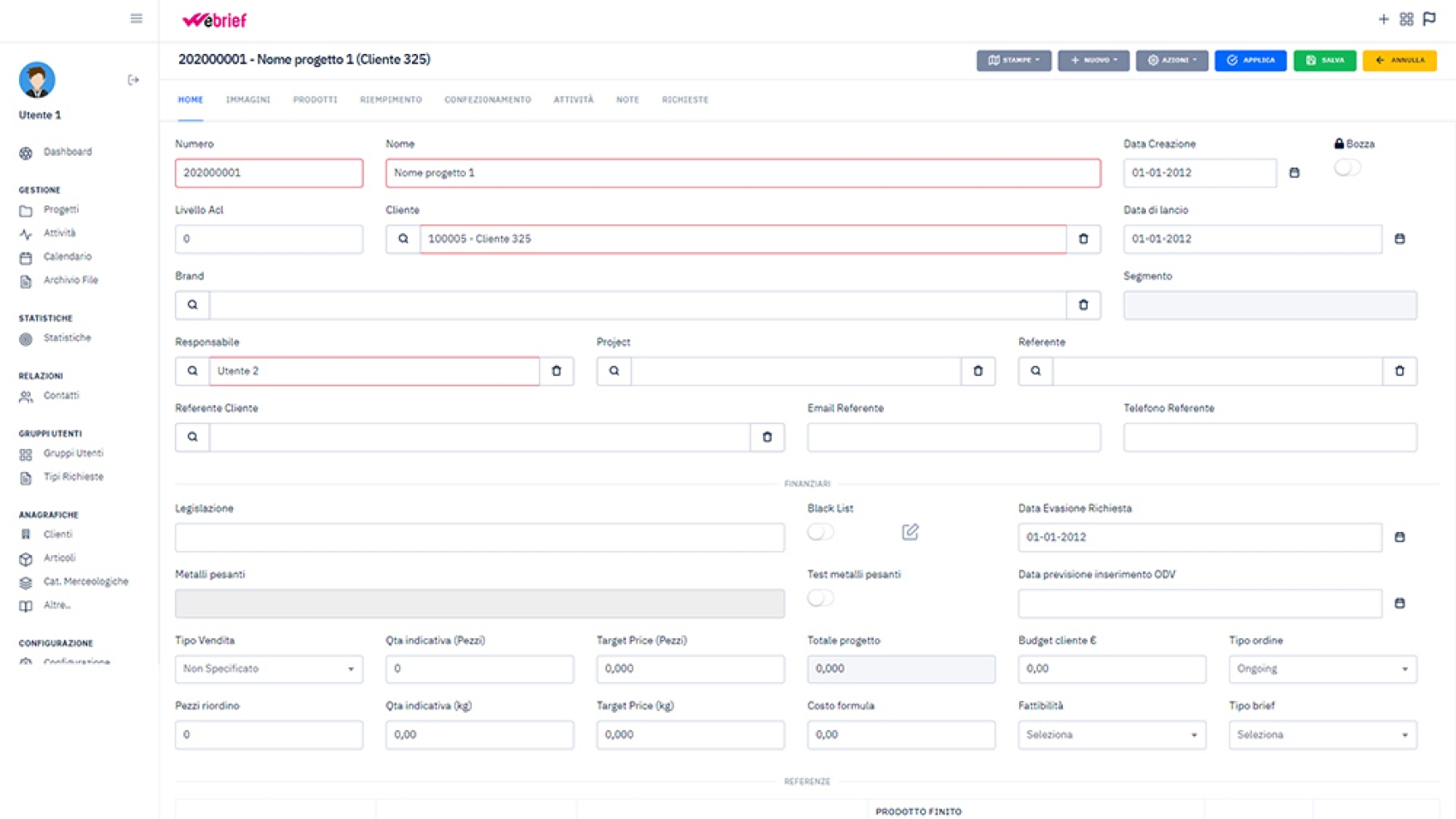
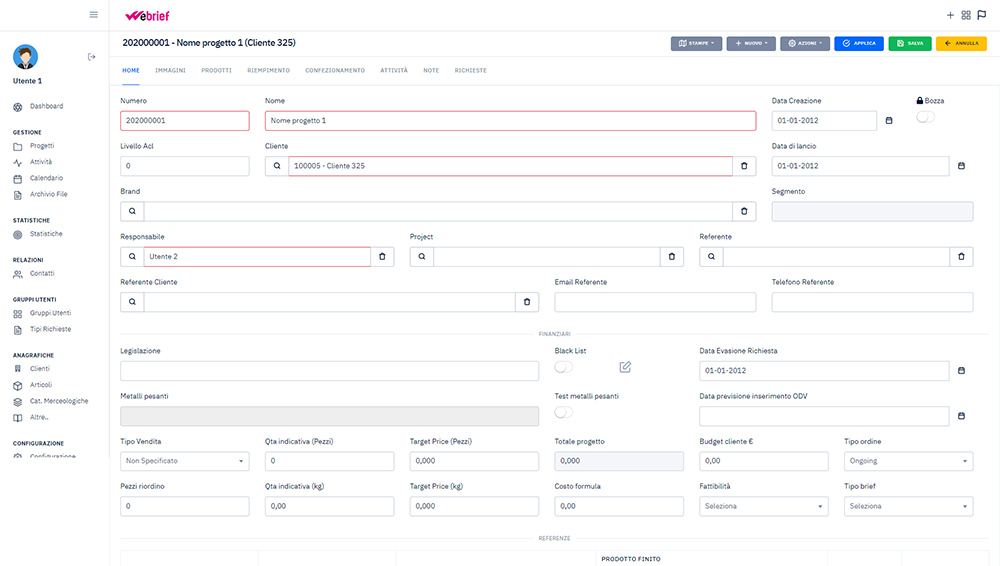
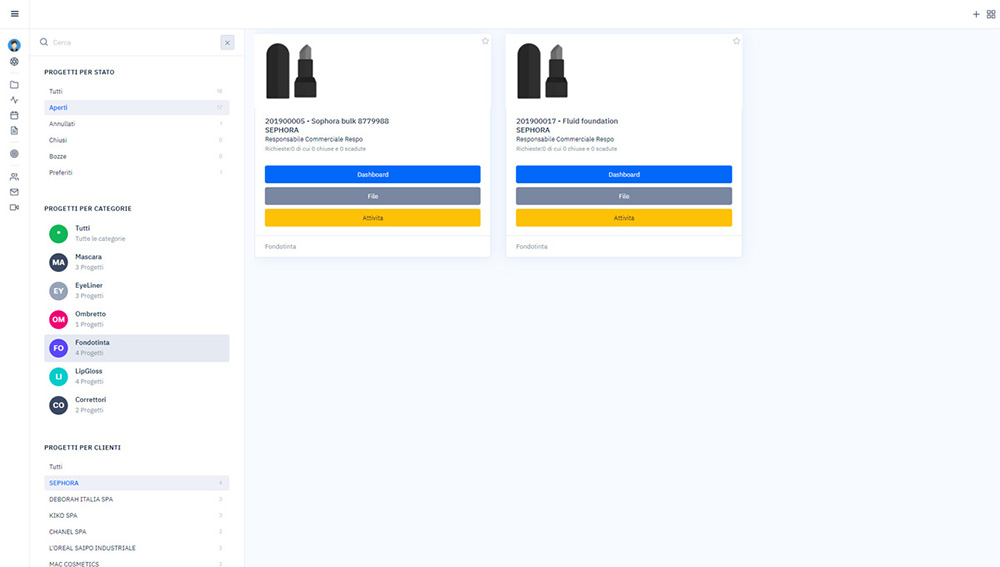
Whether it is one or the other the main screen of the flow could the one shown below.
Guarantee of the correct components
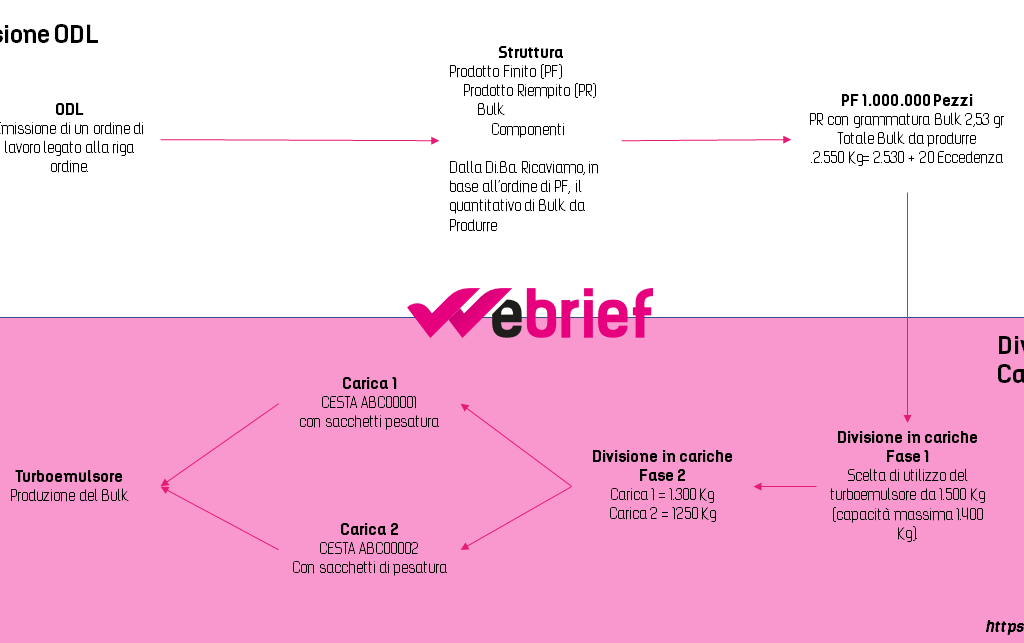
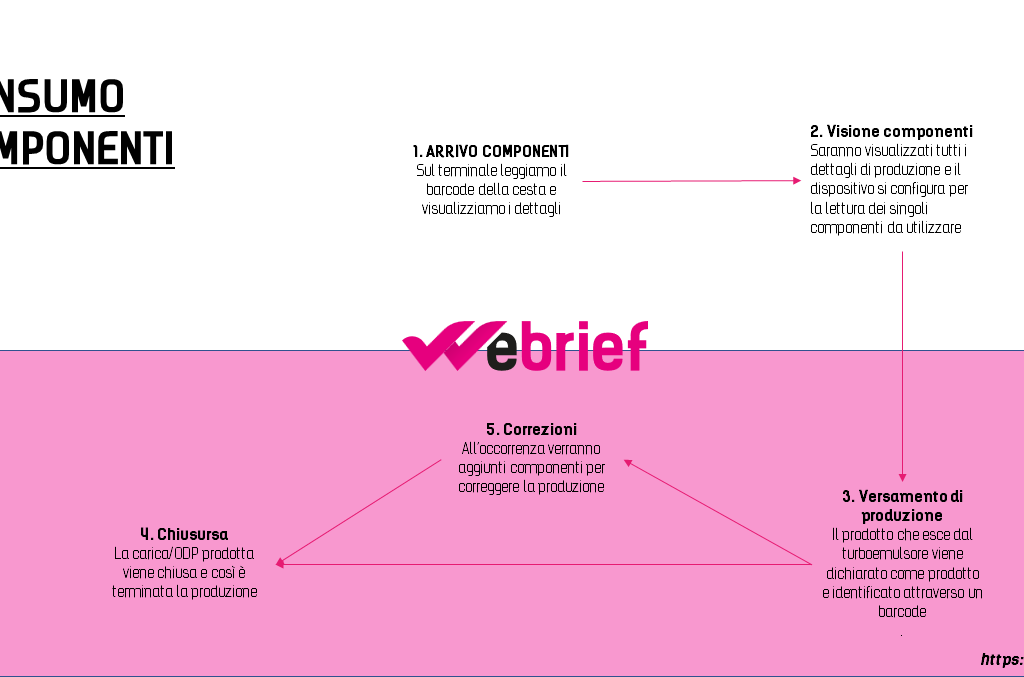
Each component taken from the basket and loaded into the turboemulsifier will have to go through the reading of its barcode (printed and matched in weighing); this step manages to ensure, in real time, the correct picking of the material to be used. The software will have to perform an unloading of the quantity of the component from the "WEIGHTED" warehouse by removing the component from the stock in real time and eventually loading the material into the WIP warehouse of the machine identified for production. In this way, at the computer level, we will have the stocks of raw or semi-finished materials updated in a timely manner; the flow is as you can see in the article cover image.
If the barcode read should not be part of the current processing or, in an extreme case, should be picked up at an inappropriate time, the device should notify the operator of the anomaly and stop any further operation with an appropriate warning.
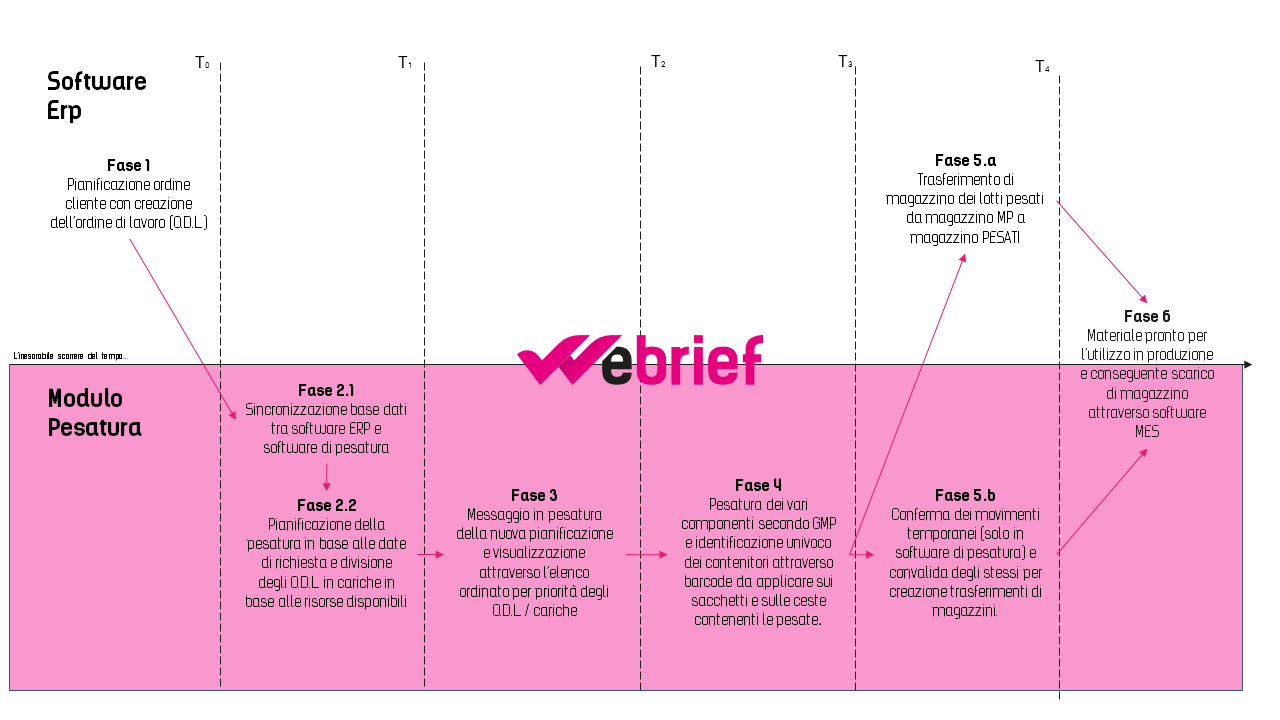
We will analyze the operational flow that must be followed and that the software used must handle properly to ensure the full success of production operations.
Main flow
Step 1: Arrival basket with components
The first operation to be performed is to read the barcode related to the ODP (production order) and the charge matched to the basket brought to the station. If this is not the first ODP to be produced we will have to alert both the operator and the warehouse of the anomaly in order to ensure timely correction action. Reading the ODP will initiate the production open signal to the management system. In this way we could establish the start of operations and display all the production steps stored from the production order.
Step 2: Viewing components divided into stages of use
The device at the workstation should, once the ODP is read, display the first component to be picked up and used in the turboemulsifier. In addition to picking up the component, the various steps to be performed can be displayed so that the development methods created by the research and industrialization departments can be followed perfectly. All of this will also allow one to know at what point in the formula one has arrived and the correct processing times.
Step 3: Production Pouring
With the machine started, the semi-finished product (the bulk) will be "unloaded" into appropriate containers. This operation can be tracked through a special terminal procedure that will allow the following operations to be performed:
- WIP stock unloading of used components (optional operation)
- Loading the machine output magazine with product (bulk) for the kilograms specified by the operator
- Printing of the bulk label with product identification data (and associated barcodes ready for reading at the filling stage)
Step 4: ODP closure and charging
Closing or suspending the ODP will allow the machine operator to capture the closure data and thus track the actual production time. This operation, if not done previously during the production pour, will unload the components from the machine's WIP store and load any bulk product. These load/unload operations will be parameterized on the management side through the appropriate department/machine configuration. The more real time can be maintained, the more checks can be made while maintaining a timely global view.
Step 5: Corrections
Corrections may also be made to the bulk by adding/removing various components. These operations will need to be tracked to understand how much they affect production and how frequently they occur.
Quality Controls
During production, the system will alert the operator of any checks to be performed following the production sheet and production procedures. These will also be imputed directly to the ODP so that, as with corrections, all control activities performed can be traced back.
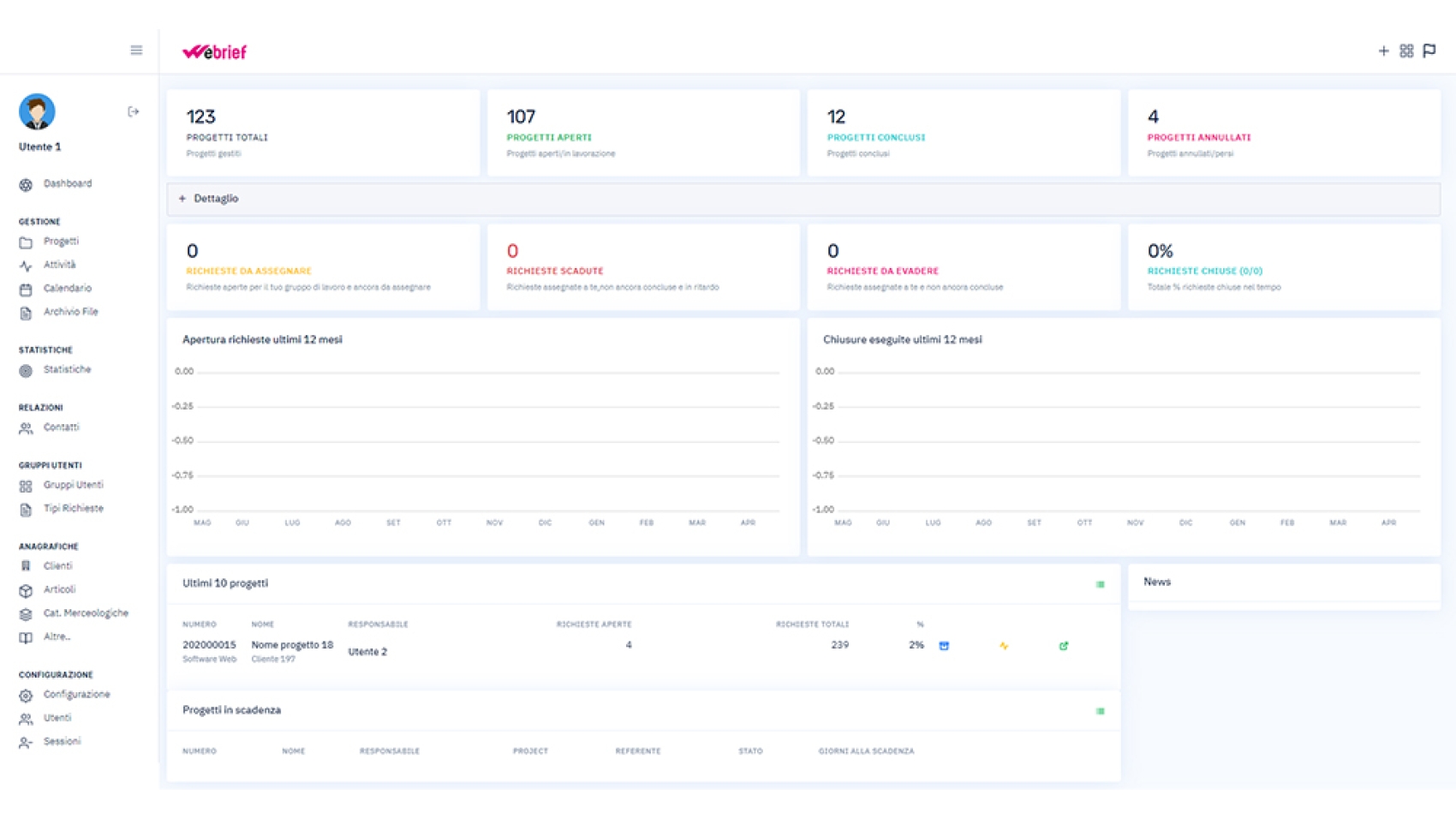
Statistics and production data
Finally, having taken over the production data we could let our imagination run wild and create the statistics that most interest the company. Among the classic ones we could have:
- Average processing times divided by texture
- Average production times per customer/department/machine
- Personnel cost attributable to each ODP
- Components handled during production
- Components added and modified during the production of an ODP
- Number of corrections and quality control for each ODP/department/machine.
There would also be other information related to personnel, machines, maintenance, production time, and more. We will stop here for now and refer you to our website for any additional information.